
Złączki i końcówki kablowe KLAUKE – jak je poprawnie zaprasować ?
Poprawne zaprasowywanie złączek i końcówek kablowych jest niezbędne dla zagwarantowania niezawodnych dostaw energii elektrycznej. W artykule przedstawiono podstawowe aspekty technik poprawnego zaciskania tych komponentów na żyłach kabli i przewodów. Kluczowe są tutaj jakość złączki oraz końcówki kablowej, jak również narzędzie i technika pracy.
Na rynku dostępnych jest wiele rozwiązań z zakresu techniki połączeń elektrycznych. Jak w przypadku wszystkich produktów zawsze różnią się one ceną i jakością. Niezawodność dostaw energii elektrycznej jest podstawą postępu cywilizacyjnego. Ustalane przez URE, wraz z gremiami paneuropejskimi, wymogi dla wskaźników niezawodności dostaw SAID & SAIFI powodują, że nie warto oszczędzać ani na złączkach & końcówkach kablowych, ani na narzędziach do ich pewnego zaprasowywania. Prym na rynku wiodą tutaj firmy o największym doświadczeniu. Diabeł zawsze tkwi w szczegółach.
Dobre narzędzie pracy to nie tylko wydajność i jakość pracy, ale także bezpieczeństwo. Oferowane są tutaj praski ręczne, hydrauliczne oraz elektrohydrauliczne. Najnowsze praski akumulatorowe elektrohydrauliczne dostępne są jako matrycowe i bezmatrycowe. Oprócz dobrej praski (dla mniejszych przekrojów, często nazywana zaciskarką) potrzebne są narzędzia pomocnicze tj. nożyce do cięcia kabli, przewodów, nóż monterski lub ściągacz do izolacji. W torbie montera elektryka powinny znaleźć się również jakieś ściereczki nawilżone rozpuszczalnikiem np. PF SOLVENT do przygotowania żyły przed montażem. Trzeba również wiedzieć jaką końcówkę i złączkę należy użyć dla różnych żył. Żyły są zazwyczaj wykonane z aluminum, miedzi lub stali. Mogą być jednodrutowe, wielodrutowe, wielodrutowe zagęszczone, linki drutowe, żyły okrągłe, sektorowe, itp. Do każdej z nich jest dedykowana złączka bądź końcówka.
Poprawne zaprasowywanie złączek i końcówek kablowych
Polega ona na łączeniu końcówki lub złączki z żyłą (czyli przewodem) elektrycznym w sposób całkowicie pewny, bezpieczny i niezawodny. Proces zaprasowywania jest podobny dla złączki i dla końcówki. Producent specyfikuje w jaki sposób i jakim narzędziem należy daną końcówkę lub złączkę zaprasować. Firma KLAUKE oferuje niezwykle bogaty asortyment niezawodnych końcówek i złączek kablowych oraz narzędzi do ich zaprasowania. Poniżej przedstawiono kilka podstawowych zasad zapewniających niezawodne zaprasowanie:
- najpierw musimy zamówić potrzebny rodzaj końcówki lub złączki np. oczkową, tulejową lub rurową. Ważny jest poprawny wybór osprzętu w zależności od przekroju, materiału i rodzaju żył
- wybieramy formę zaprasowania (poniżej w prezentacji podano formy zaprasowania – skontaktuj się z naszym specjalistą, aby pomógł Tobie dobrać końcówkę lub złączkę tel.32 608 59 51)
- musisz teraz ściągnąć izolację z żyły na długości, która odpowiada długości 110 % części rurowej posiadanej końcówki/złączki (złączka trochę się wydłuża w procesie zaprasowywania). Musisz zapewnić czystość tego procesu. Odkryta żyła musi być czysta bez nalotów i bez śladów utlenienia żyły. W żadnym razie nie dopuść do pozostawienia np. resztek metalicznych ze szczotki drucianej. Pproces korozji elektrochemicznej odezwie się w przypadku dostania się wilgoci.
- wybierz teraz odpowiednie narzędzie do zaprasowywania (ręczne lub elektromechaniczne). Jest to tzw. praska (czyli urządzenie do zaprasowywania). Pomożemy Tobie dobrać właściwe narzędzie i matryce (zauważ, KLAUKE oferuje również wygodne i uniwersalne praski bezmatrycowe). Procedura zaprasowywania narzędziami KLAUKE jest prosta, pewna i bezpieczna.
- użyj dobrej jakości praski o odpowiedniej sile zaprasowania. Najlepiej wykorzystać zaawansowane i nowoczesne praski elektromechaniczne. Zostaniesz wtedy poinformowany akustycznie i optycznie o tym czy zaprasowanie jest poprawne
- zwróć koniecznie uwagę na kierunek zaprasowania końcówki lub złączki – kierunek zaprasowania powinien być zachowany wg poniższego obrazka
Technika zaprasowywania (zwróć uwagę na kierunki zaprasowywania)


Wykonaj zaprasowywanie według powyższych zaleceń, a proces zaprasowywania odbędzie się bez żadnych problemów. Zawsze możesz bezpłatnie skontaktować się z naszym specjalistą (tel. 32 608 59 51).
Aby oswoić się w temacie dostępnych rozwiązań złączek i końcówek przeczytaj proszę poniższą prezentację, gdzie zaprezentowano klasyfikację typów żył stosowanych w kablach i przewodach elektroenergetycznych, jak również typy końcówek, złączek oraz sposobów ich zaprasowywania na żyłach. Skoncentrowano się wyłącznie na produktach firmy KLAUKE.
Najczęściej występującymi żyłami są:

Przegląd końcówek KLAUKE (najczęściej stosowane)

Porównanie końcówek DIN i klasycznych

Porównanie końcówek DIN i klasycznych cd:

Porównanie końcówek DIN i klasycznych cd:

Przebieg procesu produkcji końcówki kablowej

Poniżej przedstawiono porównanie końcówek kablowych KLAUKE oraz produktów konkurencyjnych

Standardowa końcówka kablowa KLAUKE

Końcówki kablowe dla żył wielodrutowych

Końcówki dla żył jednodrutowych

Końcówki dla żył jednodrutowych

Końcówki zwężane dla aparatów elektrycznych
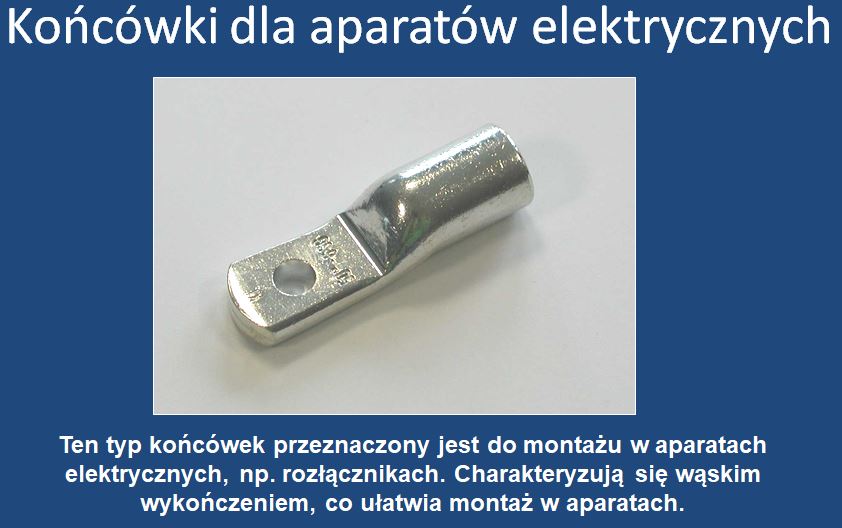
Końcówki zwężane dla aparatów elektrycznych cd

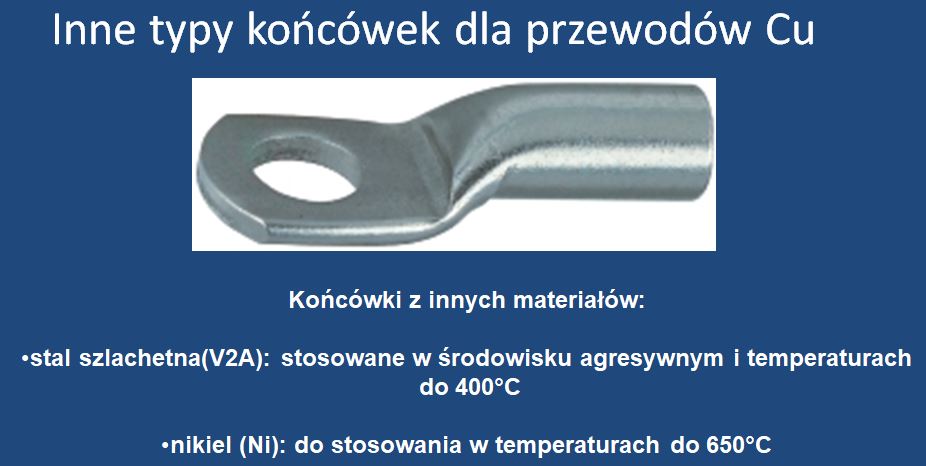
Inne typy końcówek specjalizowanych dla wysokich temperatur i środowisk agresywnych
Typy zaprasowań końcówek i złączek

Problem żył zagęszczonych

Formowanie żył zagęszczonych

Typowe błędy podczas zaprasowywania złączek i końcówek kablowych

Typowe błędy podczas zaprasowywania złączek i końcówek kablowych cd

Kablowe złączki miedziane

Zaprasowywanie sześciokątne

Zaprasowywanie karbowane zewnętrzne złączek i końcówek kablowych

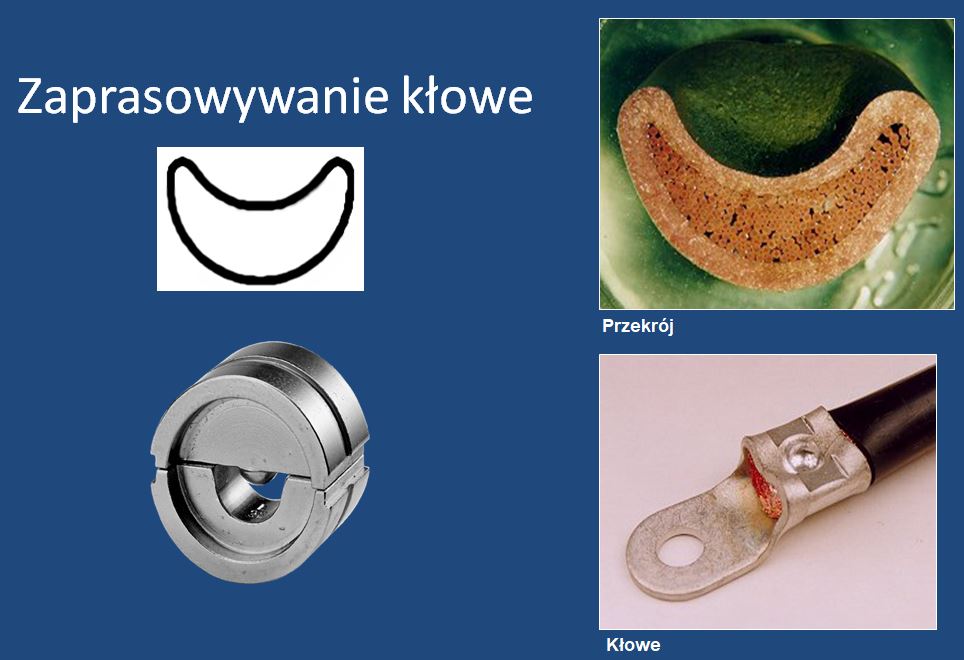
Zaprasowywanie kłowe złączek i końcówek kablowych
Zaprasowywanie czterokłowe końcówek standardowych
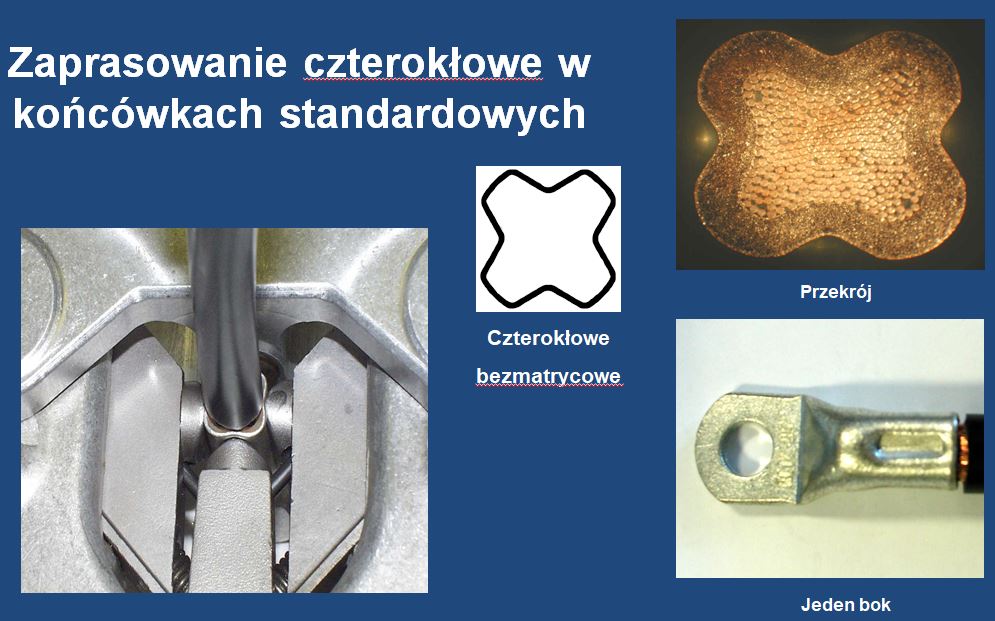
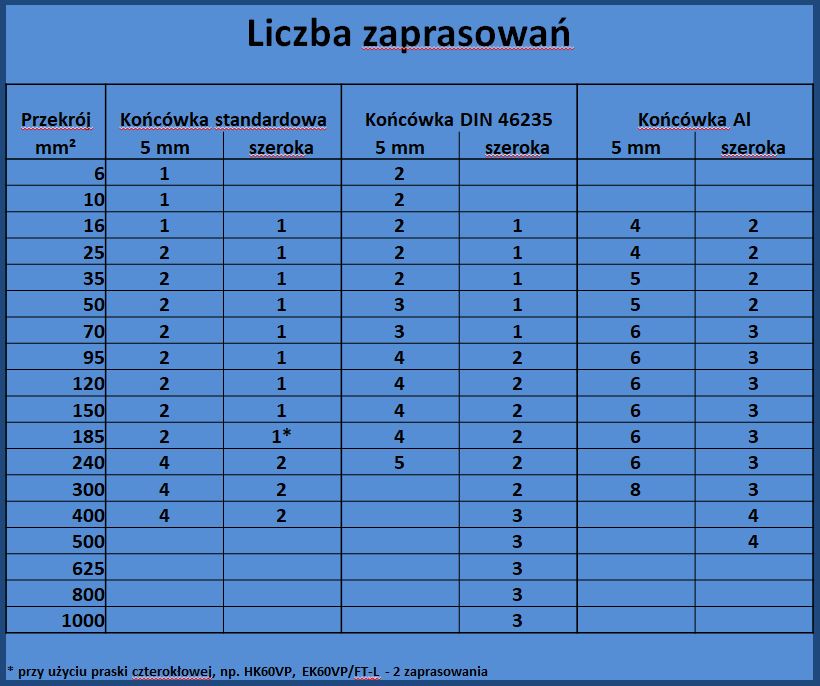
Tabela liczby zaprasowań dla końcówek standardowych, DIN 46235 oraz Al
Zapoznaj się z narzędziami KLAUKE do zaprasowywania złączek i końcówek kablowych
Poczytaj również o śrubach stykowych dla złączek i końcówek śrubowych